目前中国的机床无论在质量还是在精度等方面都取得了一定的进步,但是除了追求主流的高转速高精度等优点的立式加工中心之外,还有部分客户需要重切削机械变速型立式加工中心,机械型重切削立式加工中心的结构特点有哪些方面?

首先,在于机床的配置,例如机床的整机重量,机身材料的选用,既然是重切削强力机型,机床的机体结构要比线轨立式加工中心承受的抵抗力大很多。机身必定要沉重厚实,壁厚多筋,筋骨加强,树脂合金铸铁原材料的抗拉伸强度和耐磨系数也相对更好一些。
其次,在于主轴和主轴箱部分,主轴箱要采用齿轮机械变速,低转速对齿轮的质量有很高的要求。主轴采用机械式,机械主轴指的是机床上带动工件或刀具旋转的轴。通常由主轴、轴承和传动件齿轮等组成主轴部件。
第三,在于导轨,重切削立式加工中心多数采用硬性导轨,与导轨的接触面采用进口耐磨片贴塑,也有部分厂家采用镶钢导轨。
最后,由于工作台的载重和切削量等因素的影响,重切削型加工中心机床进给伺服电机的功率要比线轨型立式加工中心大一些。
机械型重切削立式加工中心的主轴箱特点如下:
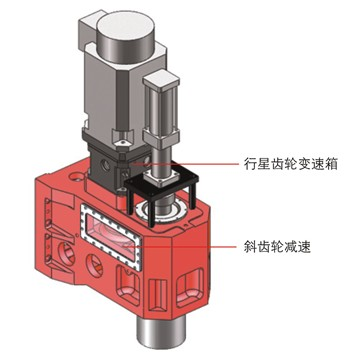
1、齿轮式主轴采用高刚性、高低档双速自排型,低档速度为0-4000转每分钟,高档速度为1200-7200转每分钟,排档机构采用气压感应式定位档。
2、为了保证低速强力切削,齿轮主轴,主轴头都做了强化,提供主轴稳固结构支撑。主轴头齿轮采用日本进口铬钼合金钢精密加工而成,并经渗碳处理,精密研磨,齿轮精度达到了“零”级水平。
3、为了保证主轴高速旋转时的稳定性及加工精度,主轴及主轴马达均经过严格的动平衡校正,使主轴在高速运转时避免产生共振现象。
4、为了适应强力切削 X、Y、Z向导轨均为加宽矩形滑动硬轨,相对于直线导轨硬轨的承载力和抗震性更好,并经中频淬火及精密磨削;滑动导轨面贴覆复合PTFE材料并精密刮研,在配合自动强制润滑,可以大幅度的减少进给运动摩擦阻力和低速爬行。
重切削机械型立式加工中心的底座、滑座、工作台、立柱、主轴箱等关键基础件采用HT300树脂合金铸铁;底座为箱体式结构,紧凑而合理的对称式筋结构保证了基础件的高刚性和抗弯减震性能;A型桥跨式立柱及内部网格状筋,有力保证了Z轴强力切削时的刚性及精度;所有铸铁件都经过多次时效处理,为以后立式加工中心长期使用性能的稳定性提供了保障。
低转速重切削型立式加工中心特点,齿轮机械传动式立式加工中心特点,低速重切削立式加工中心特点,齿轮机械传动式立式加工中心特点,机械传动式立式加工中心特点,重切削机械型加工中心特点,重切削机械型立式加工中心特点,重切削加工中心特点,重切削立式加工中心特点,重切削立式加工中心特点,重切削加工中心机结构特点,重切削立式加工中心机结构特点,重切削立式加工中心机结构特点,重切削立式加工中心机结构特点 |

