当加工中心滚珠丝杆副出现噪音故障时,怎样排除?
首先分析原因:
①润滑不良或螺母内部有杂质;
②滚珠、螺母内部滚道或螺杆滚道损坏;
③安装不良;
④丝杠同心度或圆跳过大或螺杆弯曲;
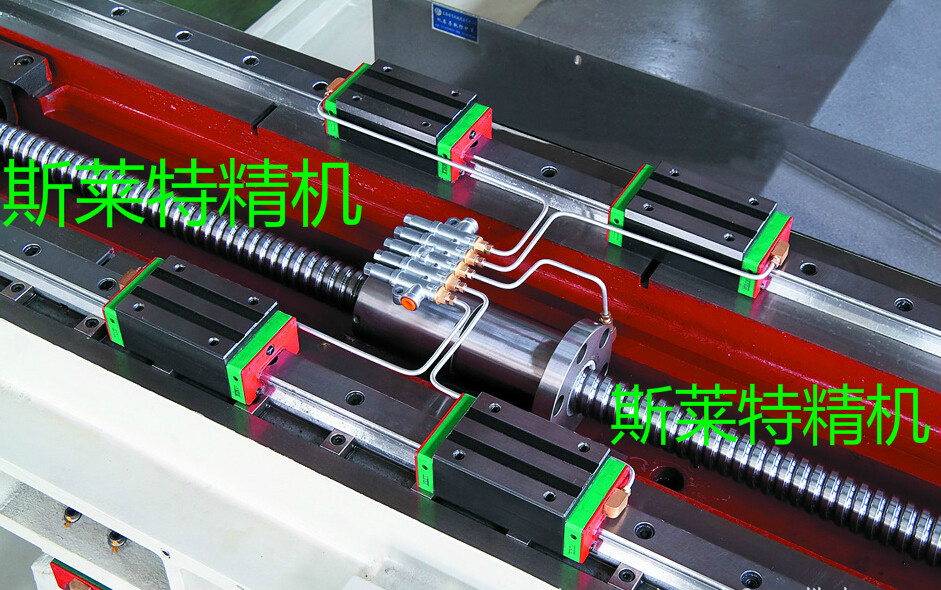
如何处理数控加工中心滚珠丝杆螺母副噪声大的故障?数控加工中心厂家山东斯莱特精密工业装备有限公司给出完美的解决办法:
①松开并旋出螺母两端的防尘密封圈,在螺母注油孔注入黏度低于ISO32的润滑油(黏度越低越好)清洗螺母,在有效行程内往复行走数次,然后注入黏度介于ISO32~68之间的润滑油或润滑脂,往复行走数次,噪音无改善的执行第二步骤。
②清洁并观察螺杆滚道是否有损伤,没有损伤可拆卸螺母,首先用供应商提供的空心套(如果没有可以车制一个外径略小于螺杆小径,内径略大于轴端外径的空心套)套在轴端,然后慢慢旋出螺母,查看螺母滚珠循环圈两端有无损伤,如果没有,卸出滚珠(警告:若无经验,不推荐尝试),全面检查螺母内部滚道有无损伤,若没有,装好螺母后执行第3步骤。
③重新检测和安装滚珠丝杠与导向件的平行度以及丝杠端部轴承的安装情况和两端轴承安装轴承端的同心度,用校直机校直螺杆,若噪音依旧,执行第4步骤。
④向供应商请求维修服务或向专业人士咨询。 |

