数控加工中心刀库部分故障率相对较高,根据以往的工作经验,对斗笠式刀库在换刀过程中常见故障现象及原因总结以下几条:
例1 故障现象:数控系统发出换刀指令,刀库不动作。
原因分析:①检查机床的操作模式是否正确?机床是否锁住状态?指令是否正确?这些原因虽然简单,但也是初学者容易犯的错误;②检查数控机床的压缩空气,检查空气的气压是否在要求范围内?一般数控机床常用的压缩空气压力在0.5MP~0.6MP之间,如果所提供的压缩空气压力低于这个范围,刀库在换刀过程中由于压力不够,造成不动作;③检查刀库的初始状态是否正常,即检查传感器A、E的状态是否良好?输送到数控系统PLC的入口信号是否正确?可以通过数控系统提供的PLC地址诊断功能帮助检查。
例2 故障现象:刀库移动到主轴中心位置,但不进行接下的动作。
原因分析:①检查刀库到主轴侧的确认信号传感器B、E是否良好?发送到数控系统PLC中的信号状态是否正常?此故障现象多由于传感器不良造成;②如果传感器状态及信号都正常,请检查主轴刀具是否加紧?③检查主轴定位是否完成?④确认第一参考点返回是否完成?
例3 故障现象:刀库从主轴取完刀,不旋转到目标刀位。
原因分析:一般刀库的旋转电机为三相异步电动机带动,如果发生以上故障,要进行以下检查:①参照机床的电气图纸,利用万用表等检测工具检查电机的启动电路是否正常?②检查刀库部分的电源是否正常?交流接触器与开关是否正常?一般刀库主电路部分的动力电源为3相交流380V电压,交流接触器线圈控制部分的电源为交流110V或直流24V,检查此部分的电路并保证电路正常;③如果在保证以上部分都正常的情况下,检查刀库驱动电机是否正常?④如果以上故障都排除,请考虑刀库机械部分是否有干涉的地方?刀库旋转驱动电机和刀库的连接是否脱离?
例 4 故障现象:主轴抓刀后,刀库不移回初始位置。
原因分析:①检查气源压力是否在要求范围?②检查刀库驱动电机控制回路是否正常?刀库控制电机正、反转实现刀库的左、右平移,如果反转控制部分故障,容易出现以上故障;③检查刀库控制电机;③检查主轴刀具抓紧情况,主轴刀具抓紧通过加紧传感器D发出回馈信号到数控系统,如果数控系统接受不到传感器D发送的加紧确认信号,刀库不执行下面的动作;④检查刀库部分是否存在机械干涉现象。
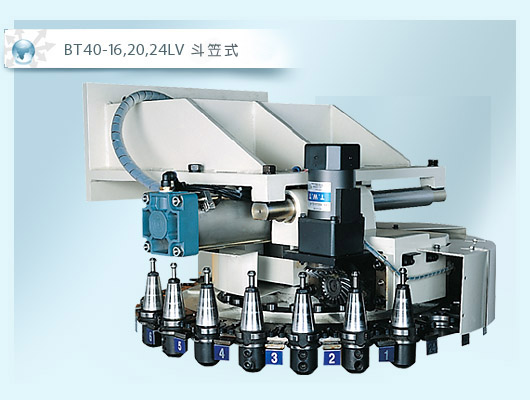
加工中心采用斗笠式刀库换刀,一般刀库的平移过程通过汽缸动作来实现,所以在刀库动作过程中,保证气压的充足与稳定非常重要,操作者开机前首先要检查机床的压缩空气压力,保证压力稳定在要求范围内。对于刀库出现的其他电气问题,维修人员参照机床的电气图册,通过分析斗笠式刀库的动作过程,一定能找出原因,解决问题,保证设备的正常运转。 |

