数控龙门移动式钻床首要用于工件的钻孔、攻丝。法兰、盘类、环形类零件的高效加工,可在单质材料及复合材料上完结钻通孔、钻盲孔、铣削密封槽等功能,选用硬质合金钻头内冷高速钻孔或一般高速钢麻花钻头外冷钻孔。机床加工进程数字控制,操作非常便利,能完结自动化、高精度、多种类、大批量出产。
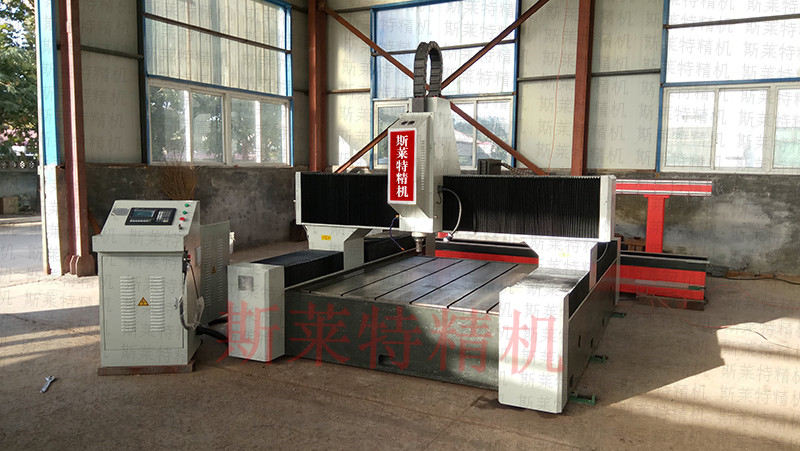
1.数控龙门移动式钻床结构,机身各部件选用高刚性铸铁件,经热处理去应力退火处理,在龙门两边设备有两条高承载力的直线翻滚导轨副,龙门的移动是由伺服电机经过弹性联轴器带动滚珠丝母在滚珠丝杠上的旋转来完结该结构具有无传动空隙,动态呼应速度快等长处。
2.伺服型钻削动力头,钻削动力头选用伺服电机经齿轮减速驱动,完结无级调速。进给部分选用伺服电机和滚珠丝杠驱动,当钻头快进接触工件,可主动切换为快进,作业进给速度为数控体系程序设定,钻削主轴孔为BT40/BT50锥孔。
3.平板链式主动排屑器和循环冷却设备,本机床可选配平板链式主动排屑器,标配低压外冷泵,供刀具内外冷却运用。
4.导轨润滑设备及防护设备,本机床配有导轨润滑设备,可以对各导轨、丝杠等运动副进行主动光滑。机床X轴、Y轴均装备防尘防护罩,作业台四周设备有防水溅挡板。
5.液压体系(选配)部分定制型超大行程动梁式数控龙门钻床选配液压设备,龙门架移动后夹紧由液压设备来完结
6.数控龙门移动式钻床系统选用国产数控CNC系统标配、可选台湾新代系统、德国西门子、西班牙发格、(用户可自选其它数控系统)
数控龙门移动式钻床的操作规程如下:
1、作业前仔细查看电网电压、油泵、光滑、油量是否正常,查看压力、冷却、油管、刀具、工装夹具是否无缺,并作好机床的定时保养作业。
2、机床通电发动后,先进行机械回零操作,然后试运转5分钟,承认机械、刀具、夹具、工件、数控参数等正确无误后,方能开始正常作业。
3、仔细查验程序编制、参数设置、动作排序、刀具干涉、工件装夹、开关维护等环节是否完全无误,避免循环加工时形成事端、损坏刀具及相关部件。严厉按操作流程进行试切对刀,调试完结后要做好程序维护作业。
4、自动循环加工时,应关好防护拉门,在主轴旋转一起需要进行手动操作时,必定要使自己的身体和衣物远离旋转及运动部件,避免将衣物卷进形成事端。
5、主轴装刀操作必定要在机械运动中止状态下进行,并留意和协作人员间的合作,避免呈现事端。在手动换刀时,要留意主轴及刀具等的装置方位,身体和头部要远离刀具反转部位,避免碰伤。
6、工件装夹时要夹牢,避免工件飞出形成事端,完结装夹后,要留意将卡盘扳手及其它调整东西取出拿开,避免主轴旋转后甩出形成事端。
7、机床操作者应能够处理一般性报警毛病,若呈现严峻毛病、应敏捷断电、并维护现场,及时上报,并做好记录。
8、作业结束后,应将机床导轨、作业台擦洁净,并仔细填写作业日志。 |

